 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信刀具是現(xiàn)代切削加工中極其關(guān)鍵的基礎(chǔ)部件,其性能直接影響加工效率和已加工零件的表面質(zhì)量。即使對(duì)刀具刃口進(jìn)行仔細(xì)的磨削,刀具刃區(qū)的形貌依然會(huì)存在細(xì)小缺陷,從而降低刀具的壽命和加工質(zhì)量。刀具刃口鈍化可以延長(zhǎng)刀具使用壽命50%-400%。因此,近年來(lái)刀具鈍化技術(shù)越來(lái)越受到重視。
國(guó)內(nèi)外學(xué)者關(guān)于刀具刃口鈍化開(kāi)展了大量的研究。Tugrul ozel采用切削軟件進(jìn)行仿真,研究了鈍化后的PCBN刀具切削鋁合金時(shí)的應(yīng)力和切削力等的變化規(guī)律;P.I.Varela等研究了不同的刃口形狀對(duì)切削后的殘余應(yīng)力及已加工零件的表面質(zhì)量的影響,驗(yàn)證了刀具刃口鈍化可以有效提高加工表面質(zhì)量;賈秀杰等采用切削試驗(yàn)探究了鈍化后的刀具在不同的切削參數(shù)下切削工件時(shí),產(chǎn)生的切削力和被加工零件的表面質(zhì)量隨切削參數(shù)變化而變化的規(guī)律;朱曉雯采用了7種不同的鈍化工藝對(duì)硬質(zhì)合金刀具進(jìn)行鈍化處理,其中包括立式旋轉(zhuǎn)鈍化法,并通過(guò)試驗(yàn)探究了不同鈍化方式對(duì)硬質(zhì)合金刀具壽命的影響。
刀具鈍化刃口尺寸屬于微米級(jí),通常采用鈍圓半徑表征刃口輪廓。實(shí)際上,刀具鈍化的刃口輪廓并非規(guī)則的圓弧,僅僅采用鈍圓半徑不足以表征實(shí)際的鈍化輪廓。B.Denkena等提出了任何切削刃的非對(duì)稱問(wèn)題K-factor方法,采用從頂點(diǎn)刀尖1和刀尖2的比率Sa/Sγ即K因子來(lái)表示,邊緣的扁平度通過(guò)參數(shù)△γ和φ的比值來(lái)表示,這種方法相對(duì)簡(jiǎn)單且可視化;C. F. Wyen等提出刀具刃口鈍化形狀的非對(duì)稱性問(wèn)題,以一個(gè)圓的形式描述刃口鈍化形狀,采用Da和Dγ的比率來(lái)測(cè)量垂直頂點(diǎn)與兩邊的距離,采用R2≤0.9判定系數(shù)驗(yàn)證。
目前通常采用K因子表示刀具鈍化非對(duì)稱刃口。當(dāng)K=1時(shí),刀具鈍化刃口為對(duì)稱刃口,即為鈍圓半徑。當(dāng)K≠1時(shí),刀具鈍化刃口為非對(duì)稱刃口。國(guó)內(nèi)外關(guān)于刀具鈍化非對(duì)稱刃口機(jī)制的研究非常少C.E.H.Ventura等采用研磨法對(duì)CBN刀具進(jìn)行鈍化,通過(guò)試驗(yàn)驗(yàn)證了不同的K因子對(duì)刀具刃口磨損的影響程度不同,選擇合適的K值以減少磨損;E.Bassett等采用磨料刷法對(duì)刀具進(jìn)行鈍化,研究了不同K因子的非對(duì)稱刃口對(duì)涂層WC-Co刀具切削AISI1045的磨損和熱力分布的影響規(guī)律,通過(guò)試驗(yàn)驗(yàn)證了Sα值影響刀具壽命,主要是后刀面磨損。因此,對(duì)刀具非對(duì)稱刃口鈍化的研究是必要的。
本文采用刀具刃口鈍化進(jìn)行正交試驗(yàn)研究,對(duì)硬質(zhì)合金刀具進(jìn)行立式旋轉(zhuǎn)鈍化,通過(guò)對(duì)試驗(yàn)結(jié)果進(jìn)行數(shù)學(xué)回歸分析,研究了刀具鈍化非對(duì)稱刃口K因子隨不同鈍化參數(shù)的變化規(guī)律,為實(shí)現(xiàn)刀具鈍化刃口優(yōu)化提供依據(jù)。
1 刀具刃口鈍化試驗(yàn)
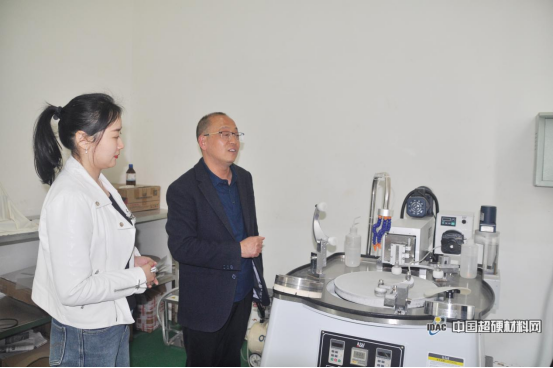
如圖1所示,在立式旋轉(zhuǎn)鈍化機(jī)上進(jìn)行刀具鈍化處理。刀具裝夾在刀盤(pán)上,刀盤(pán)固定在主軸上,由碳化硅、棕剛玉以及核桃粉按照一定配比組合成的分散固體磨粒裝在磨粒桶中。成組刀具在磨粒中實(shí)現(xiàn)公轉(zhuǎn)及自轉(zhuǎn),單個(gè)刀具實(shí)現(xiàn)公轉(zhuǎn)及自轉(zhuǎn),達(dá)到高效鈍化的目的。
刀具選用規(guī)格號(hào)為ZX040的硬質(zhì)合金立銑刀。刀具前角14°,后角15°,刃長(zhǎng)25mm,直徑10mm,柄長(zhǎng)75mm。
采用Alicona光學(xué)三維刀具測(cè)量?jī)x對(duì)鈍化后的刀具非對(duì)稱刃口進(jìn)行檢測(cè)(見(jiàn)圖2)。刀具鈍化非對(duì)稱刃口檢測(cè)結(jié)果如圖3所示。
根據(jù)鈍化速度、鈍化時(shí)間、磨粒配比和磨粒粒度設(shè)計(jì)正交試驗(yàn)。其中,磨粒由棕剛玉和碳化硅組成,磨粒配比為碳化硅與棕剛玉的比值。刀具鈍化正交試驗(yàn)結(jié)果見(jiàn)表1。

圖1 刀具刃口鈍化機(jī) 圖2 光學(xué)三維刀具測(cè)量?jī)x

圖3 刀具鈍化非對(duì)稱刃口檢測(cè)結(jié)果
表1 刀具鈍化正交試驗(yàn)

試驗(yàn)結(jié)果表明,不同的鈍化參數(shù)對(duì)刀具非對(duì)稱刃口的影響程度不同。鈍化時(shí)間對(duì)刀具非對(duì)稱刃口K因子的影響最大,磨粒配比與主軸轉(zhuǎn)速次之,磨粒粒度對(duì)刀具非對(duì)稱刃口K因子的影響最小。
2 刀具鈍化非對(duì)稱刃口模型的建立
采用數(shù)學(xué)回歸法建立刀具非對(duì)稱刃口K因子的預(yù)測(cè)模型,把刀具鈍化4個(gè)鈍化參數(shù)作為自變量,刀具鈍化非對(duì)稱刃口K因子為因變量。根據(jù)正交試驗(yàn)結(jié)果進(jìn)行數(shù)學(xué)回歸,獲得刀具鈍化非對(duì)稱刃口K因子的預(yù)測(cè)模型。
Y=1.352-0.00003651A-0.024B+0.000007221AD+0.004BD-0.002CD (1)
式中,Y為因子;A為主軸轉(zhuǎn)速(mm/min);B為鈍化時(shí)間(min);C為磨粒粒度(目數(shù));D為磨粒配比。
為檢驗(yàn)數(shù)學(xué)回歸法構(gòu)造的的刀具鈍化非對(duì)稱刃口K因子模型能否較好地體現(xiàn)各自變量與因變量之間的函數(shù)關(guān)系,采用F檢驗(yàn)法進(jìn)行顯著性檢驗(yàn),K因子模型的F法檢驗(yàn),結(jié)果見(jiàn)表2。
查F分布表,當(dāng)α=0.05 時(shí),F(xiàn)=(4,4)=6.39,由于F比16.591>6.39,從刀具鈍化非對(duì)稱刃口K因子模型的F檢驗(yàn)法的檢驗(yàn)結(jié)果可知,該預(yù)測(cè)模型可以較好地反映刀具鈍化非對(duì)稱刃口K因子與主軸轉(zhuǎn)速、鈍化時(shí)間、磨粒粒度和磨粒配比之間的關(guān)系。
表2 刀具鈍化非對(duì)稱刃口K因子模型的方差分析表

小結(jié)
采用立式旋轉(zhuǎn)鈍化法進(jìn)行刀具刃口鈍化試驗(yàn),通過(guò)正交試驗(yàn)研究刀具鈍化非對(duì)稱刃口K因子隨鈍化參數(shù)的變化規(guī)律,對(duì)刀具鈍化非對(duì)稱刃口K因子的影響最大的是鈍化時(shí)間,其次是磨粒配比與主軸轉(zhuǎn)速,磨粒粒度對(duì)刀具鈍化非對(duì)稱刃口K因子的影響最小。采用數(shù)學(xué)回歸方法建立了刀具鈍化非對(duì)稱刃口K因子的預(yù)測(cè)模型,采用方差分析驗(yàn)證了該模型的正確性。







 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)